How to make thread rolling dies?
The method of making thread rolling dies which consists in cutting the working surface of the die to the desired grooved shape,hardening and tempering it, and then reciprocating it with its grooved surface in engagement with a correspondingly grooved flat lap the surface of which is charged with abrasive material.
What is the difference between cut and rolled threads?
For a cut thread bolt, no work has been done on the material. Metal removal is used to form the thread. For a rolled thread bolt, the threaded section is formed by metal movement during the cold forming process. This process is what makes the rolled threads stronger during a tensile test.
What are the advantages of thread rolling?
Benefits of Roll Threading
- The accuracy of the thread profile is excellent.
- Higher quality surface finish.
- Superior wear resistance.
- Greater resistance to fatigue.
- At least as strong if not stronger than comparable cut threaded parts.
- Increased resistance to corrosion.
Are cut threads stronger than rolled threads?
Rolled Threads. Rolled threads, extruded by dies, are stronger than cut threads, made on a lathe or with a hand die, because their grain flows in more than one direction, following the contour of the fastener. So you shouldn’t re-cut the threads of a roll-threaded fastener.
Are formed threads stronger than cut threads?
A2. Yes, rolled threads are at least as strong as cut threads. 1. If the internally threaded fastener is not hardened by heat treatment the rolled thread is stronger than the cut thread because of the work hardening that occurs as a result of the process.
What are the advantage and disadvantage of thread rolling?
Great mechanical characteristics. Thread is more resistant to wear and fatigue (thanks to the hardening of the material and it is because the external fibers of material are compacted and not cut) High production.
Are bolt threads rolled or cut?
Cut threading bolts involves severing the steel’s grain structure to produce threads. While rolled thread bolts offer some advantage over cut thread bolts in regards to strength and cost, cut threads can be manufactured to virtually all specifications, including larger diameter bolts.
How do you tell if threads are rolled or cut?
Cut vs. Rolled Threads
- Rolled threads, extruded by dies, are stronger than cut threads, made on a lathe or with a hand die, because their grain flows in more than one direction, following the contour of the fastener.
- So you shouldn’t re-cut the threads of a roll-threaded fastener.
What are the benefits of thread rolling?
What are the benefits of thread rolling process?
- Great mechanical characteristics.
- Thread is more resistant to wear and fatigue (thanks to the hardening of the material and it is because the external fibers of material are compacted and not cut)
- High production.
Why is a rolled thread stronger than a machine thread?
Rolled threads, extruded by dies, are stronger than cut threads, made on a lathe or with a hand die, because their grain flows in more than one direction, following the contour of the fastener. Also, rolled threads are smoother than cut threads, so there are no high spots to prevent proper torquing or allow loosening.
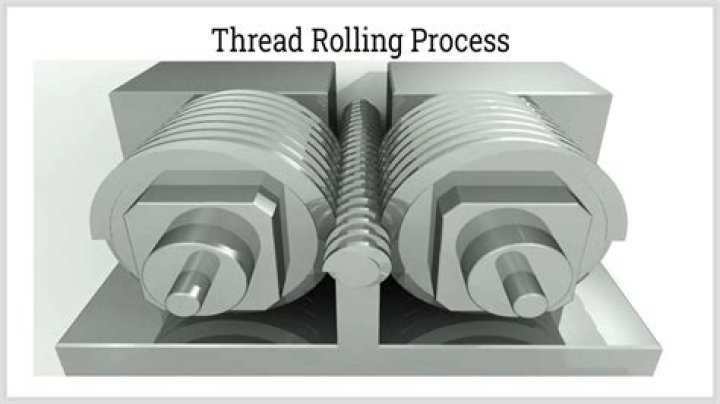
How the thread are formed in thread rolling?
A common thread rolling process, used in industry to manufacture threaded parts, involves forming the threads into the metal of a blank by a pressing and rolling action between two die. The die surfaces hold the shape and the force of the action forms the threads into the material.
What is thread rolling dies?
THREAD ROLLING DIES. Suitable for taper threads and extremely short threads. Has excellent durability against chipping, etc. Most common, excellent durability and suited for a wide range of materials from common steels to HRC30 hardened steels and stainless steels.
What is thread rolling process?
Thread rolling is a type of threading process which involves deforming a metal stock by rolling it through dies. This process forms external threads along the surface of the metal stock. Internal threads can be formed using the same principle, specifically termed thread forming.
For a cut thread bolt, no work has been done on the material. Metal removal is used to form the thread. For a rolled thread bolt, the threaded section is formed by metal movement during the cold forming process.
Is thread rolling expensive?
Thread rolling machines, and the rolls required are generally expensive, so are really only practical for large repeating quantities. Thread rolling dies can be used for small quantities, they are relatively cheap, but remember that a lot of power is required if working by hand!
Are rolled threads stronger?
What do you need to know about flat die thread rolling?
Specifications vary, but aerospace and military standards require that indicating type thread gauging be used to inspect the pitch diameter and associated dimensions. Flat die thread rolling is adaptable for both low and high volume requirements.
How are screws rolled on a thread rolling machine?
The blank is then sheared off, ejected, and transfered to a thread rolling machine. Smaller screws are typically rolled on a reciprocating flat die machine, bolts between 1/4 and 3/8 are typically made on a planetary die machine, and larger diameter bolts are made on either opposing two die or three die machines.
What’s the best way to cut a thread?
(1) Start the thread with a perpendicular positioning of the tap or the die. (2) Turn the tap or die in quarter turns and “back off” quarter turns to remove melat chips so that they don’t clog the tool. (3) Always use a cutting oil. Fig.4, Tap and Die Tread Cutting using a Hand Tap
How many threads can a planetary die roll threader make?
Planetary die roll threaders are capable of forming threads on tens of thousands of parts per hour. High speed vertical or inclined flat die reciprocating machines can also generate high production rates, and horizontal cylindrical two die machines can quickly produce thousands of feet of threaded rod.